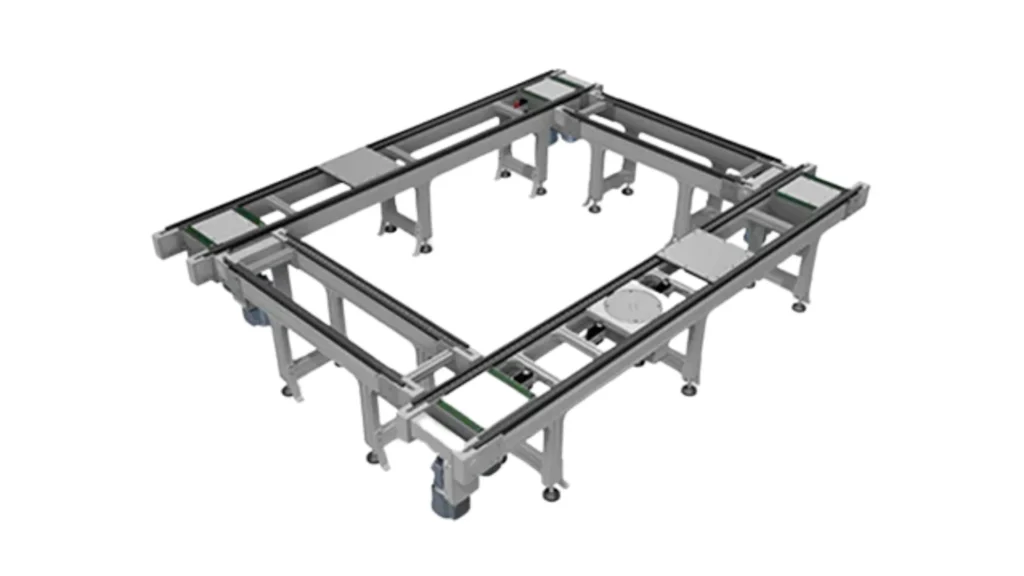
Our Pallet Conveyors are engineered to move heavy, large, or irregularly shaped products. They provide efficient solutions for material handling, ideal for assembly lines, warehousing, and distribution centers.
Standard Features
Heavy-Duty Construction: Built for high load capacity and demanding environments.
Motorized or Non-Motorized: Available in both motor-driven and gravity-powered options.
Versatile Configurations: Suitable for straight runs, curves, and complex layouts.
Durable Rollers: Precision rollers designed for smooth operation under heavy loads.
Industrial Communication Protocols: Allows easy integration with automation systems.
Key Features
High Load Capacity: Handles pallets and large items with ease.
Modular Design: Easily customized for varying product sizes and conveyor lengths.
Rugged Construction: Designed for use in harsh industrial environments.
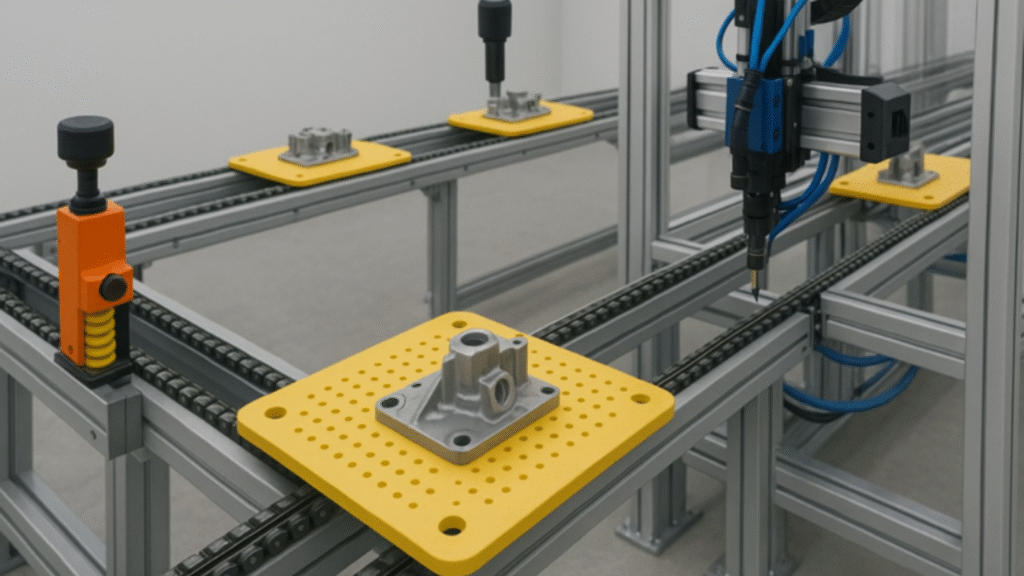
Precise Positioning: Perfect for palletized goods requiring exact placement.
Optional Features
Chain-Driven Rollers: For added strength and reliability.
Heavy-Duty Bearings: Ideal for high-load operations.
Powered Transfers: Allows smooth transitioning between different conveyor sections.
Applications
Assembly Lines: Ideal for moving heavy items between workstations.
Warehouses and Distribution: Move large pallets in material handling processes.
Automated Storage Systems: For transporting items to and from storage locations.
Industries We Serve:
Automotive Manufacturing
Logistics
Warehousing
Food and Beverage
Heavy Equipment Manufacturing
Why Choose NV-Pallet Conveyor
Heavy Load Capability: Perfect for industries handling large, bulky items.
Flexible and Customizable: Built to fit your specific operational needs.
Durable and Reliable: Provides consistent, long-term performance.
Efficient Integration: Works seamlessly with other conveyor types and systems.