

Vision Systems for Conveyor Applications

Vision Systems for Conveyor Applications
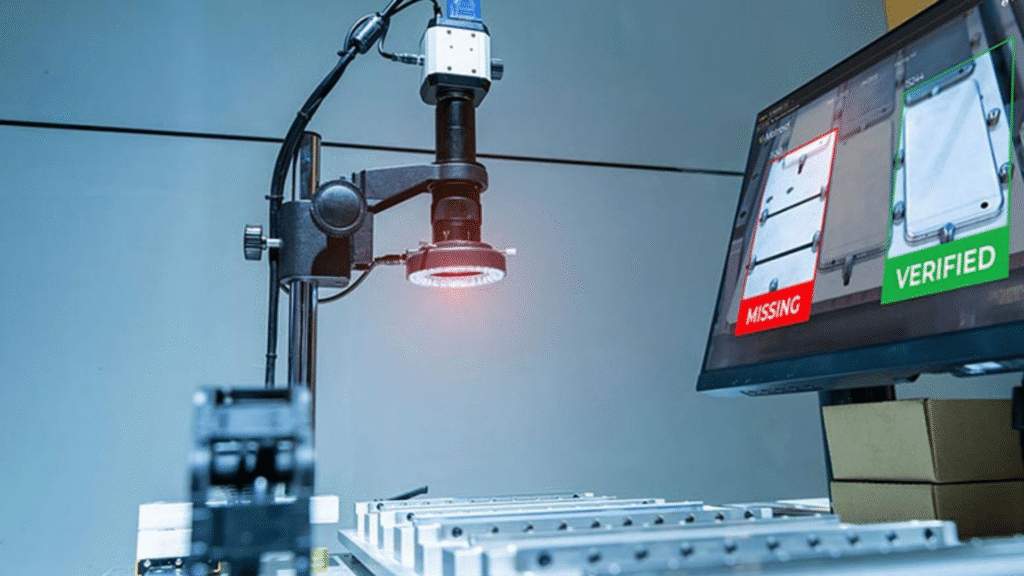
Maximize efficiency, accuracy, and automation with our advanced Vision Systems for Conveyor Applications. Designed to enhance productivity and ensure quality, our vision systems integrate seamlessly with conveyors to perform critical tasks such as inspection, sorting, tracking, and measurement. Whether you need high-speed barcode scanning, precise dimensional analysis, or automated defect detection, our vision systems provide unparalleled performance tailored to your needs.
Standard Features
- High-Resolution Cameras: 2D and 3D imaging options for precise inspection and analysis.
- Barcode and QR Code Scanning: Fast, reliable scanning for inventory tracking and logistics.
- Object Detection and Classification: Identifies items by size, shape, color, or orientation.
- Label Verification: Ensures correct and accurate labeling of products.
- Integrated Software: User-friendly interface for setup, monitoring, and data analysis.
- Industrial Communication Protocols: Supports Ethernet/IP, Profinet, and Modbus for system integration.
Key Features
- High-Resolution Imaging: Captures sharp, detailed visuals of products for accurate analysis.
- Advanced Image Processing: AI-driven algorithms for defect detection, shape recognition, and dimensional measurements.
- Real-Time Feedback: Delivers instant alerts or triggers automation systems for enhanced operational efficiency.
- Seamless Integration: Compatible with PLCs, robotic arms, and sorting mechanisms.
- Robust Environmental Design: Built to operate in harsh industrial conditions with dust, vibrations, and temperature variations.
Optional Features:
- 3D Vision Systems: Offers depth perception for dimensional measurement and complex inspections.
- Custom Lighting Solutions: Includes diffused, backlighting, and structured lighting for enhanced image quality.
- Robotic Arm Integration: Facilitates automated sorting, picking, and placing of items.
- Multi-Camera Setups: Covers larger conveyor areas or captures images from multiple angles.
- Specialized Enclosures: Protects components in extreme environments (dustproof, waterproof, or chemical-resistant).
- AI and Machine Learning Enhancements: Provides advanced defect detection and predictive analytics.
Applications
- Quality Control and Inspection: Detect surface defects, missing parts, or incorrect assembly.
- Sorting and Orientation: Sort items based on color, shape, or size, ensuring proper orientation for downstream processes.
- Counting and Packaging Validation: Count products accurately and verify correct packaging.
- Dimensional Measurement: Ensure compliance with specifications through precise size analysis.
- Traceability and Data Logging: Log production data for inventory tracking and compliance audits.
Why Choose Our Vision Systems?
- Unmatched Precision: Advanced technology ensures high accuracy in defect detection and sorting.
- Scalable Solutions: Tailored to fit your specific conveyor system and production needs.
- Proven Reliability: Durable components built to last in demanding industrial environments.
- Global Support: Comprehensive customer service and technical support to keep your system running smoothly.